
cel mai ecologic și avantajos
mod de a construi
mod de a construi
30 cm fără izolare
Fără tencuială
Fără tencuială
 să construiți economisind
să construiți economisind
В процессе проектирования и строительства частного дома перед застройщиком нередко возникает проблема выбора между двумя конструкционно-теплоизоляционными материалами — газобетонными и пенобетонными блоками.
Газобетон автоклавного твердения (Beton Celular Autoclavizat - BCA) - далее в тексте газобетон. Beton Celular Ușor (BCU) - далее в тексте пенобетон.
Эта задача усложняется некоторой путаницей в терминологии, используемой строителями, а также неосведомленностью потребителей (вполне, впрочем, естественной) в вопросах производства ячеистых материалов. На чем же остановить свой выбор?
Ингредиенты
Для производства газобетонных блоков используется только натуральное экологически чистое сырье: известь, вода, небольшие количества цемента и кремнеземистый компонент (кварцевый песок). Для образования пор в «тесто», полученное путем перемешивания всех рецептурных компонентов, добавляют небольшое количество алюминиевой пасты. Как известно, алюминий совершенно безвреден для здоровья, поэтому из него делают кухонную посуду, упаковку пищевых продуктов и т.п. Именно поэтому в Европе автоклавный газобетон соответствует по классу экологичности альпийской сосне. В результате реакции алюминия с известью образуется «искусственный камень», пронизанный тысячами маленьких пор, — экологически чистый строительный материал, не выделяющий никаких химических соединений и абсолютно безопасный для здоровья людей. Современные технологии производства гарантируют получение однородной структуры газобетона, поэтому свойства блоков из этого материала совершенно одинаковы как в вертикальном, так и в горизонтальном направлении.
При производстве пенобетона используется похожая рецептура (портландцемент, вода, известь), но в качестве кремнеземистого компонента в целях экономии вместо кварцевого песка нередко применяют отходы промышленного производства (доменные шлаки, нефелиновый шлам, зола-унос ТЭЦ и т.д.). Функцию пенообразователя также выполняют побочные продукты производства: дубильные экстракты кожевенной промышленности, подмыльный щелок, соапсток, сульфитный щелок и т.п. В связи с непостоянством состава сырья, ограниченным сроком хранения, и некоторыми другими особенностями, присущими органическим соединениям, содержание основного продукта в этих пенообразователях может варьировать в весьма значительных пределах, что влечет за собой непостоянство технических характеристик пенобетона во всей массе блоков.
Процесс производства
Автоклавная обработка материала является важным технологическим этапом производства газобетонной продукции. В процессе автоклавирования сформированные газобетонные блоки на протяжении 12 часов подвергаются тепловой обработке в среде насыщенного водяного пара при температуре 190ºС и давлении 12 кг/см2. Эта процедура существенно повышает прочность материала, а также в несколько раз уменьшает усадку, что, в свою очередь, снижает риск появления усадочных трещин. Такая технология позволяет получать одинаковое качество материала в любой точке готового изделия, что практически недостижимо в изделиях из пенобетона, поскольку процесс его твердения регулированию не поддается.
Пенобетон твердеет при естественных условиях, высокотемпературная автоклавная обработка не применяется, поэтому этот материал уступает газобетону по прочности и некоторым другим характеристикам. В частности, при одинаковой прочности газобетонные блоки теплее блоков из пенобетона. Кроме того, для пенобетона характерна усадка (деформация) вследствие потери материалом влаги. Согласно ГОСТ, норма усадки пенобетона от 3 до 6 миллиметров на погонный метр, что при высоте потолков в 2,5-3 метра может привести к появлению в стенах трещин угрожающих размеров. Необходимо отметить что, как правило, стены начинают трескаться намного позже окончания отделочных работ. Газобетон, прошедший автоклавную обработку, лишен этого недостатка.
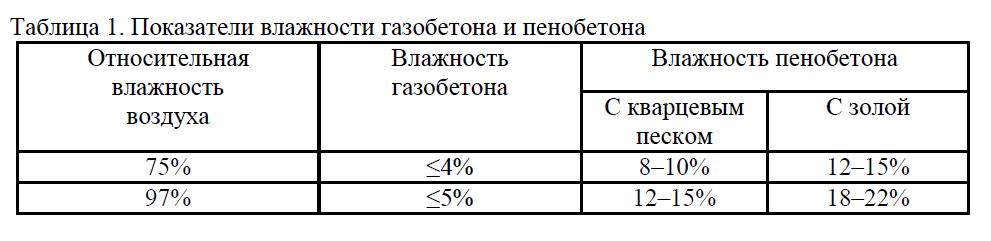
Влажность продуктов
Пенобетонные блоки отличаются от изделий из газобетона более высокой влажностью в состоянии поставки. Это обстоятельство в некоторых случаях может привести к образованию грибка и плесени. Сравнительные показатели влажности газобетона и пенобетона приведены в таблице 1.
Особенности упаковки
Качество упаковки строительных материалов определяет степень надежности их защиты от негативного воздействия атмосферных осадков, что имеет принципиальное значение при длительном хранении в условиях открытой строительной площадки. Прочная термоусадочная пленка, в которую герметично упаковывается продукция, предотвращает увлажнение газобетонных блоков при неблагоприятных погодных условиях. Освободившаяся упаковочная пленка выполняет еще одну функцию: ее с успехом используют для защиты других строительных материалов и незаконченных ограждающих конструкций от дождя и снега.
Пенобетонные блоки могут быть упакованы в непрочный полиэтилен либо могут поставляться безо всякой упаковки, что в конечном итоге негативно влияет на состояние строительного материала и нередко приводит к сколам и повышенной влажности продукта.
Геометрическая точность блоков = экономия + сохранение тепла в доме
Геометрические размеры изделий из автоклавного газобетона выдерживаются с очень большой точностью (1 мм). Это дает возможность укладывать блоки не на обычные кладочные растворы, а на раствор для тонкошовной кладки, позволяющий устраивать швы толщиной всего 1–3 мм.
При тонкослойном нанесении расход раствора во много раз меньше, чем при использовании традиционной цементно-песчаной кладочной смеси, поэтому и затраты на раствор ниже. Следует также отметить, что тонкошовный раствор является более технологичным по сравнению с обычными растворами, поэтому его применение позволяет значительно сократить продолжительность кладочных работ, хотя основная экономия времени (примерно в 4 раза) достигается за счет относительно больших габаритов газобетонного блока и его малого веса (не требуется специальных подъемных механизмов).
Использование раствора для тонкослойного нанесения в конечном итоге дает еще одно преимущество, — пусть не сразу ощутимое, но куда более важное! Дело в том, что небольшая толщина швов обеспечивает минимальные потери тепла через стены, сложенные из газобетонных блоков. Результаты исследований показывают, что при увеличении толщины швов до 10 мм тепловые потери возрастают на 20%, а при толщине 20 мм — более чем на 30%! Само собой разумеется, что на те же 20-30% возрастут затраты на отопление (зимой) и кондиционирование (летом), поэтому пренебрежительное отношение к выбору кладочного раствора неминуемо обернется значительным повышением эксплуатационных расходов, и эти дополнительные затраты будут присутствовать на протяжении всего времени существования дома.
Высокая точность элементов из автоклавного газобетона позволяет получать очень ровную поверхность, что обеспечивает значительную экономию штукатурных составов, как фасадных, так и внутренних. При оштукатуривании фасадных поверхностей вполне достаточно нанесения слоя цементно-известковой штукатурки толщиной 15 мм. Минеральная штукатурка хорошо пропускает пар и позволяет стенам «дышать». Для внутренних работ можно рекомендовать гипсовую штукатурку толщиной 7–10 мм. Штукатурные составы на гипсовом вяжущем не только имеют минимальное время отверждения, но и обеспечивают поддержание в помещении оптимального микроклимата. Керамическая плитка также может использоваться в качестве отделочного материала, причем в этом случае стены не нуждаются в дополнительном выравнивании: плитку приклеивают непосредственно к газобетонным блокам, предварительно загрунтованным.
Точность геометрических размеров пенобетонных блоков не идет ни в какое сравнение с аналогичными показателями продукции из автоклавного газобетона. Значительные отклонения геометрии блоков из пенобетона полностью исключают возможность применения тонкошовных клеевых растворов и препятствуют получению высококачественной стеновой кладки, что влечет за собой значительные теплопотери и повышенный расход штукатурных растворов.
Ассортимент продукции и область применения
Высокие механические характеристики автоклавного газобетона обуславливают расширенный спектр применения этого материала. В отличие от пенобетона, используемого только для возведения стеновых конструкций, продукция из автоклавного газобетона применяется и в армированных конструкциях, к числу которых относятся перемычки, ребра жесткости, несущие силовые пояса, перекрытия и т.п.
Значительно ускоряет процесс строительства применение готовых армированных дверных и оконных перемычек из автоклавного газобетона, которые могут использоваться как в перегородках, так и в несущих стеновых конструкциях. Таким образом, газобетон фактически предлагает системные решения для домостроения, которые значительно облегчают и ускоряют строительство.
В отличие от газобетонных изделий пенобетонная продукция представлена только лишь стеновыми блоками.
Блоки из автоклавного газобетона способствуют снижению длительности строительного процесса и гарантируют максимально высокое качество строительства.